

{kind=link}

Role of Feed Grinding and Feed Particle Size (Feed Granulometry) in Poultry Feed Nutrition
Grinding, mixing and pelletization are the key processes in poultry feed production. These processes have direct effect on feed quality, feed intake (FI) and poultry performance. Grinding is most typically associated with the size reduction of cereal grains. It is extensively studied that particle size and grinding of raw materials have major impact on mixing and pellet quality. Particle size also plays important role on the development of gastrointestinal tract (GIT) and growth performance of broilers. Generally, reduction in particle size leads to higher ingredient surface area to interact with digestive acids and enzymes which ultimately improves digestibility. The practice of feeding whole grains to broilers along with balanced concentrate is increasing acceptance in certain regions, including Europe, Canada, Australia and New Zealand. The main driver of this practice is the potential of reducing feed cost by eliminating the grinding step. It has also positive effects on poultry health and welfare.
Supply of good quality feed to birds is the utmost requirement in poultry industry. It ensures maintenance of overall health of the birds and also reflects over its production performance. Unlike the quality of the feed, the feed particle size is often ignored in poultry production. During feed milling process, the feed particle size varies from very fine to extremely coarse and doesn’t remain as a uniform mixture. A poultry feed consists of different feed ingredients varying in shape and size. These ingredients are subjected to a number of processing steps which include grinding, mixing, pelleting and other methods to produce the final formulated feed. The digestive system of the poultry responds differently to diverse feed sizes and affects largely the performance of the flock. It is, therefore, necessary to appraise the feed particle sizes throughout the process of feed formulation.
Effect of particle size and feed form on growth performance
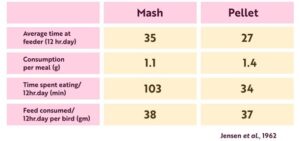
Importance of particle size in poultry diets has been recognized because of its benefits associated with gizzard development and improvement in growth performance (Abdollahi et al., 2018). Various studies over the last few decades demonstrated that the particle size has positive impact on the FI of broilers fed mash diets. The FI in broilers fed mash diets can be increased by increasing particle size and the effect varied with the age of birds and type of grain (Table 1). Attawong et al. (2014) recommends that corn particle size of around 805 microns is enough for younger birds (<28 days). However, with advancement of age larger corn particle size is likely required. The FI of crumbled or pelleted diets was not affected by particle size of maize or wheat (Table 2). Weight gain (WG) and feed efficiency (FE) improved with increase in particle size of grains either in mash or pelleted diets, but results are contradictory (Tables 1 and 2). Auttawong et al. (2013) tested two dietary levels of coarse corn (0 or 35%) on broiler performance and reported improvement in FE with coarse corn (1080 microns) with ad libitum feeding over restricted feeding. Similarly, Xu et al. (2015) reported improved zootechnical parameters and digestive functions of broiler birds when crumble-pelleted diets contained 50% coarse corn. The authors reported improvement in body weight (130 g) and feed conversion ratio (12 points) in 42 days old broilers. This correlates well with the increased gizzard weight (2.75 mg/g body weight), increased digesta retention time (0.78 h) and increased apparent ileal digestibility of energy (8.2%) and nitrogen (12.4%) in broilers fed diets with 50% coarse corn compared to those fed without coarse corn.
Effect of particle size reduction of commonly used by- products in poultry feed such as distillers dried grains with solubles (DDGS) and soybean meal (SBM) has also been investigated. Pacheco et al. (2014) evaluated the effect of particle size of SBM (410 or 1025 microns) and DDGS (480 or 745 microns) on live performance. The inclusion of fine SBM (410 microns) improved pellet quality whereas coarse SBM (1025 microns) had positive effect on live performance. Fine DDGS (480 microns) increased FI and body weight without any impact on the FE. However, coarse DDGS (745 microns) in broiler diet increased gizzard weight. Therefore, coarse particle size of DDGS and SBM in broiler diets results in better growth performance. Physical form of feed has significant impact on growth performance of broilers (Dozier et al., 2010). Many studies have reported improvement in broiler performance when fed pelleted feed compared to mash feed (Amerah et al., 2008; Chewning et al., 2012; Mingbin et al., 2015). Use of crumble or pellet form of feed reduces the feed wastage and prevents particle selection. Pelleting process also improves palatability and increases nutrient digestibility (Mingbin et al., 2015). Zang et al. (2009) also reported improvement in FI, WG and FE when broilers were fed pelleted diet. Mingbin et al. (2015) conducted a study to evaluate the effects of feed form (mash and crumble-pellet) and feed particle size (fine, medium and coarse) on performance and GIT development of broilers. Results showed that feed form had greater effect on broiler performance and GIT development than feed particle size. Figure 1 shows effect of feed form and feed particle size on growth performance of broilers.
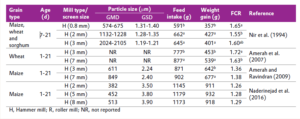
Table 1: Effect of particle size on feed intake, weight gain and feed conversion ratio (FCR) of broilers fed mash diets
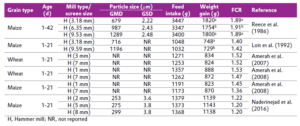
Table 2: Effect of particle size on feed intake, weight gain and feed conversion ratio (FCR) of broilers fed crumbled or pelleted diets
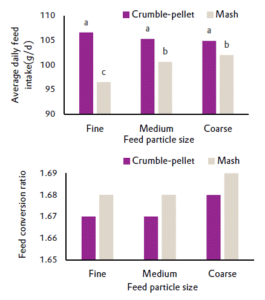
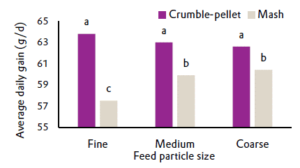
Figure 1: Effect of feed form (mash and crumble- pellet) and feed particle size (fine, medium and coarse) on average feed intake, average daily gain and feed conversion ratio of broilers (1-40 days). Fine, medium and coarse particle sizes were achieved by grinding the macro ingredients (wheat, corn and soybean meal) in the hammer mill to pass through 2, 5 and 8 mm sieves, respectively. (Mingbin et al., 2015)
Effect of particle size on gut development and health
Feed particle size has significant impact on the early development and growth of the gut microflora. Certain experimental studies have revealed that the consumption of large, coarse feed particles influence the gut development due to improvement of gut motility and the increased intestinal length. The activity of the gizzard increases with an increase in the feed particle size thereby the muscular gizzard shows better results in terms of size and function; else, it remains vacant mostly when the birds are fed with very fine feed and hence gizzard reduces in size. A well-developed gizzard acts as a protective barrier against entry of harmful pathogens into the gastrointestinal tract thereby it becomes important for proper development of the gizzard. Birds fed with coarse larger or pelleted feed tend to have a reduced pH in the gizzard which restrains the growth of harmful pathogens. A functional gizzard also stimulates the secretion of HCl and other gastric secretions involved in the digestion process and thus help in better protein utilization. It has been found that when birds are fed with fine feed particles, the particles pass through the tract rapidly without spending much time inside the gut. This reduces the absorption capacity and the nutrients remain un-utilized. Whereas feed particles with comparatively larger sizes tend to remain in the intestinal tract for more time and aid in proper digestion and absorption of the nutrients. The theory behind this is that the increase in transit time of feed through the intestinal tract favours growth of the microvilli present in the gastrointestinal tract which resulting in improvement of the absorption process. Large and coarse feed particles attract the birds more than fine particles and thus influence the feeding behavior. Proper feeding behavior supports growth of the beneficial gut microorganisms. Feeding of fine feed particles may lead to increase in viscosity inside the gastrointestinal tract which limits the nutrient absorption and may cause wet litter condition. Furthermore, it creates an environment which flares up the opportunist pathogens leading to a disease condition. One of the most common condition is the necrotic enteritis caused by overgrowth of Clostridium perfringens type A producing toxins which further damages the intestinal epithelium.
Feed particle size influences the GIT development to a greater extent when the broilers are fed mash diets compared to pelleted diets. Reducing particle size property of pelleting process may results in suboptimal gizzard development and changes in the morphology and microbiota profile of intestinal tract (Zaefarian et al., 2016). Large particle size supports gizzard functions and gut health development in broilers (Svihus et al., 2004; Choct, 2009). Naderinejad et al. (2016) also found that coarse grinding of maize in pelleted diets had positive effect on gizzard development and functionality which is beneficial for nutrient utilization and growth performance. The gizzard has good ability to grind the feed to a consistent particle size (Hetland et al., 2004). A well-developed gizzard improves grinding activity and gut motility (Ferket, 2000). It increases cholecystokinin release which stimulates the secretion of pancreatic enzymes and gastro-duodenal reflexes (Duke, 1982; Svihus et al., 2004). Coarse particles reduce the digesta rate in gizzard and lower the pH of gizzard (Nir et al., 1994). Low pH of gizzard may increase pepsin activity (Gabriel et al., 2003) and protein efficiency. It also reduces the risk of coccidiosis (Cumming, 1994) and feed-borne pathogens (Engberg et al., 2002).
Particle size also affects the intestinal tract segments other than the gizzard, but results are contradictory. Amerah et al. (2007) reported non-significant change in villus height, crypt depth, and epithelial thickness in the duodenum with increase in maize particle size. However, Liu et al. (2006) and Xu et al. (2015) reported positive effect of coarse maize on intestinal morphology. The inclusion of coarse maize reduced the number of mast cells in the duodenum, jejunum, and ileum compared with finely ground maize (Liu et al., 2006). Reduction in mast cell in the small intestine is beneficial. Increase in mast cell numbers reflects Eimeria infection in broilers (Morris et al., 2004). Particle size of ingredients also affects the intestinal microbiota profile. Jacobs et al. (2010) reported change in cecal microbiota profile with use of different corn particle sizes (Table 3). The Lactobacilli population was significantly increased (P < 0.05) when the largest corn particle size of 1,387 μm was included in the diet. Increase in Lactobacilli concentration is considered to be beneficial because it can prevent colonization of pathogens such as E. coli (Engberg et al., 2002). The Bifidobacteria population was significantly decreased with increasing corn particle size from 557 μm to 1,387 μm. However, E. coli population was not affected by corn particle size. Singh et al. (2014) also found that the counts of Lactobacillus and Bifidobacteria species increased and those of Clostridium, Campylobacter and Bacteroides species were decreased with increasing inclusion levels of coarse maize (0 to 600 g/kg). Coarse mash diets can also increase the Lactobacilli population in the ceca and rectum (Engberg et al., 2002). It can be concluded that large particle size not only influence the GIT development but also change the cecal microbial populations. Large particle size increases the Lactobacilli counts and reduces the pathogenic bacteria in the caecum of broilers. Gracia et al. (2016) tested the effect of whole wheat and oat hulls addition in pellet and mash diets on GIT development and Campylobacter jejuni in cecum. Whole wheat and oat hulls in mash diets significantly reduced cecal Campylobacter jejuni colonization at 42 days whereas no clear reduction was observed for pellet diets.
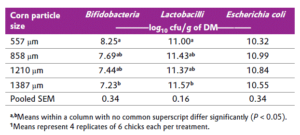
Table 3: Effect of corn particle size on cecal microbial populations in 21-d-old chicks in experiment 1 as determined by quantitative PCR1 (Adapted from Jacobs et al., 2010)
Effect of whole grain feeding on growth performance and gut health
The primary aims of feeding whole grains in broilers is to reduce feed cost and to improve digestive functions (Singh et al., 2014). It has also good impact on gut health by encouraging the colonization of beneficial bacterial and reduces the incidence of coccidiosis (Cumming, 1989). Engberg et al. (2004) reported that whole wheat feeding can reduce intestinal numbers of Clostridium perfringens which is important for prevention of necrotic enteritis. Whole grain feeding practice meets consumer demands for a natural feeding system and good for animal welfare (Gabriel et al., 2008). Whole wheat feeding under free choice feeding system increased weights and length of the segments of small intestine (Singh et al., 2015). Fernandes et al. (2013) also reported increased in small intestine weight with 50 or 100% of whole sorghum grain in the broiler diet. Cecum length was also significantly increased when birds were fed diets contained whole sorghum grain. Intestine is the biggest immune organ inside the bird body which contributes further to better health and immune response. It has been reported that whole grain feeding approach helps in preventing the enlargement of proventriculus and atrophy of gizzard which are common problems with pelleted diets (Singh et al., 2014). Whole wheat given under free choice feeding increased the relative gizzard weight, irrespective of mash or pellet form of feed (Singh et al., 2014). Whole grain feeding may also influence starch digestive dynamics and provide more gradually or slowly digestible starch. This effect on starch digestion may lead to improvement in energy utilization and FE (Liu et al., 2015). Wu et al. (2004) reported that pre- pellet 20% whole grain addition improved energy utilization. Published studies on whole grain feeding reported contradictory results. Many studies reported beneficial effect of whole grain feeding on broiler performance whereas others reported no advantage or even poorer performance (Singh et al., 2014). The inclusion of 5-15% whole wheat in grower and finisher diets of broilers reduced final body weight, FCR and breast meat yield by 3.8, 3.9 and 5.7%, respectively. Water intake, nitrogen excretion and litter weight were decreased by 5.8, 15.5 and 11.0%, respectively (Facts and Figures, 15177).
Whole grain can be incorporated in poultry feed either pre or post steam pelleting and offered as either intact pellets or as a whole grain pelleted concentrate blend (Moss et al., 2018). In New Zealand, whole wheat is usually incorporated into broiler diet prior to steam pelleting whereas in Australia, whole wheat is added post pelleting. Effect of pre- and post-pellet inclusions of whole wheat in broiler diet on growth performance is presented in Figure 2 (Truong et al. 2017). The post-pellet inclusion of whole wheat in broiler diets had greater impacts compared to pre- pellet inclusions. Relative to ground grain control diet, post- pellet whole wheat inclusion increased relative gizzard weight, reduced gizzard digesta pH and reduced incidence of dilated proventriculus. The FE was significantly improved in all whole wheat included diets (pre- and post-pellet).
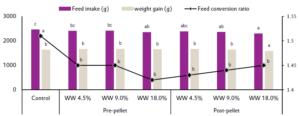
Figure 2: Effect of pre- and post-pellet inclusion levels of whole wheat (WW) on growth performance from 7 to 28 days post-hatch. (Truong et al., 2017)
MAINTENANCE OF OPTIMAL FEED PARTICLE SIZE
Maintaining optimal size of feed particles is important through different stages of production of poultry rearing. Optimal feed size helps in regulating the feed consumption by the bird. With the increase in age, there is more inclination of the birds towards large and coarse sized feed. During the starter phase, generally crumble feed is provided to the birds with an ideal size of 1-3 mm. Crumbles are generally produced from breaking pellets. Crumbles feeding must be shifted to grower feed during the grower phase and subsequently to the pre-lay diet. Layer diet constitutes three phases and each phase requires well-textured and optimal pellet sized diet. Layer diet must include large particles of limestone or grit (2–4 mm diameter) as extra calcium source for egg production.
Poultry mash feed is generally a mixture of coarse and fine particles. Birds preferentially consume larger feed particles consisting mainly of the coarse-ground maize, which is an important source of gross energy. Diets also contain fine feed particles which are mostly the synthetic amino acids, phosphorus, vitamins, trace minerals and other feed additives. Intake of only large feed particles lead to high energy consumption and low intake of other nutrients. This might reflect in the performance of the birds in terms of egg production and meat yield. Pelleting of feed ingredients solves the problem of selective eating in birds and ensures uniform distribution of nutrients among the entire flock. Fine feed particles are often associated with dust problem and may result in certain respiratory illness.
Milling process has considerable impact on the size and the quality of the feed particles. Different feed ingredients counter differently when subjected to milling procedures. Feed ingredients like maize, soya bean meal etc. are usually in a form that does not require further particle size reduction. Diverse feed ingredients will counteract differently when processed. Moreover, there are certain factors related to feed mills which influence the size of the feed ingredients of a particular diet such as type of mills, speed, shape and condition of the machineries.
Maintaining uniformity in feed particle size is important in order to ensure uniform distribution of the feed in the flock and to reduce the problem of wastage. It can be concluded that giving a mere attention towards feed particle size during feed milling and feed formulation can play a key role in making a remarkable change in the production efficiency.
The importance of feed particle size (granulometry) in laying hens
Feed structure (feed particle size in particular) is an often-overlooked aspect of egg production. Feed producers should not assume that when chicken feed is uniform in size and homogeneously mixed, it will be provided in the optimal distribution of particle size along the feeders.
Feed granulometry affects the birds’ feed consumption1, therefore we recommend checking the feed granulometry on a regular basis in the feed mill as well as on the poultry farm. The structure of the feed, including both the particle size and the uniformity depends on many characteristics, for example the ingredient composition, the grain characteristics, and the milling method2;3.
When feed is presented in the form of a good quality crumb, it will be easier for the chickens to consume, it reduces the time that it takes to consume the feed, and it provides a more uniform composition. As a result, it will encourage the development of the chickens1. When rearing chicks, it is highly recommended to use a crumble diet from day 0 to 4/5 weeks of age, followed by a mash diet with the recommended particle size as specified below1.
Please be aware that mash diets are more sensitive to selective eating by the chickens. Particle size is therefore more critical in mash diets when compared to pellets or crumbles3. Besides, particles which are too fine will result in a reduction in feed consumption1, the right balance between the different particles is therefore key!
If segregation in the silo or feeding system occurs, the different ingredients and nutrients are separating4. This can negatively affect the chickens’ daily nutrient intake4. Mash feed, with the good particle size distribution, will allow good growth and the proper development of a robust digestive system1. There is no standard method of particle size analyses yet5, however, dry sieving is an appropriate method for non-expanded feed5. Therefore, Hendrix Genetics recommends using a small feed sieve for the on-farm analysis that is mentioned in this article. The result of your feed sieve analyses will give you a fast and reliable reflection on the feed structure of the poultry diets. In feed mills, often more accurate dry feed sieves are used to check the structure after grinding and/or after mixing.

THE EFFECT OF FEED PARTICLE SIZE ON THE DIGESTIVE TRACT
The development of the digestive tract is heavily influenced by feed particle size. In general, chickens consuming feed containing large particles will develop bigger and more muscular gizzards, these birds will also develop longer intestinal tracts. The larger the feed particle, the more time the particle will spend in the gizzard. The function of the gizzard is to grind the larger feed particles into smaller particles before they can enter the small intestine. These larger feed particles have also longer transit time when passing through the gastro-intestinal tracts. It is known that birds that are fed with optimum particle sized diets have longer microvilli in their intestines. These longer microvilli result in increased absorptive surface areas, this directly affects the digestibility and nutrient absorption in a positive way.
When the chicken feed is composed of too many fine particles (<1.0 mm), the fine feed particles will pass quickly through the gizzard as no (or limited) grinding is required. Once the particles have passed the gizzard, they will enter the proventriculus. The results of consuming diets that contain too many fine feed particles are a small gizzard, an enlarged proventriculus and reduced intestinal length.
We strongly advise not to feed chicken diets containing too high levels of too fine particles!
RECOMMENDED FEED PARTICLE SIZE
Feed particle size has a large impact on the chickens’ feed intake, dusty feed particles (<0.5 mm) will reduce feed intake greatly. We advise to increase the feed particle size with the age of the chicks. As the chicks grow, they will develop the size of their beaks, their gizzards, and the digestive tract. It is well known that laying hens are selective eaters: laying hens have a clear preference for the larger particles. The older the hen (the chick) becomes, the higher the preference for the larger feed particles. It is recommended to allow the birds time to finish the feed during the middle of the day, this will help to clean the feeders and to prevent the accumulation of small feed particles (referred as empty feeder technique). The larger feed particles are often the coarse grinded grains or corn, while the fine feed particles usually contain the vitamins, amino acids, phosphorus, and the essential trace minerals. As the fine particles play a crucial role in persistency of egg production and eggshell quality selective eating should be always prevented. As an egg producer you should carefully monitor the eating behavior of your flock. The empty feeder technique should already be applied after the first 4-5 weeks of rearing, as this will train the birds to eat well and develop a good crop.

Figure 1. Example of the feed sieve
USING THE FEED SIEVE
Method of sampling
The most important step for accurate analysis is taking a representative sample6 from the feeders. Take 5-6 subsamples from different locations, mix them together and reduce the sample size, preferably via a quartering procedure6. For the quartering procedure, mix the samples, spread them out, split the sample up again in four equal parts and sieve the two opposite quarters6.
Method of sieving
• Remove the lid and fill the first compartment with one cup of feed.
• Bring the lid back on the shaker and make sure it is properly closed.
• Turn the sieve, so it stands vertically with the filled compartment at the top.
• Shake the sieve firmly. Stop shaking when all the fine particles fell to the last compartment for at least 10 seconds.
• Return the sieve sideways and record the values per compartment.
• Calculate the percentage by filling in the values in the grey area by using a calculator or excel.
• Check if the particle size distribution is according to the recommendations.

FURTHER ACTIONS
If the particle size distribution is not according to the recommendation, it is necessary to check all the factors which can affect feed particle size: feed manufacturing, transportation from factory to farm and within the farm, storage, feed pans, feeder management and grinding. If the standard of minimum 85% particles between 0.5 and 3.2 mm in mash cannot be achieved for the starter rearing feed (from 0 to approximately 5 weeks of age), it is preferable to use a diet of good quality crumbs or pellets1.
Good Physical Quality Of Pellet Feed- Important For Commercial Broiler
The performance of commercial broilers not only depends on a balanced nutritional diet, but also is greatly influenced by form of feed. It is found that pellet feed significantly influences the performance of the flock .
Feed form comprises two distinct elements,
- the microstructure, that describes the particle size and uniformity, and
- the macrostructure that describes pellet size, hardness, and quality.
These two factors are linked as all feeds are first reduced to particles (mash) before being pelleted. Feed is the link factor between formulator(nutritionist) and farm. So, not only nutritional value is important but also delivery of those nutrients through quality feed is equally important.
The good quality of pellet starts from good grinding
Grinding the feed ingredients into finer particles is a key factor to start quality pellet manufacturing. Particle size should be so fine that it may impact digestibility of feed. The geometric mean diameter (GMD) of the fine particles is always equal to or lower than that of mash feed, and these particles may cause a nutritional imbalance in feed chemical composition, which may negatively affect the bird performance (Muramatsu et al., 2015).Small particle size of feed causes gizzard atrophy and intestinal hypertrophy caused by bacterial fermentation
When particles are large, breakdown of feed particles at the proximal small intestine will be slower. Gizzard is the pacemaker of the GI tract. When finer feed is given, gizzard acts as a transit rather than a grinding organ. Less retention in gizzard leads to less exposures to proventriculus enzymes. It is found that a finely ground diet (560μm) compromised nutritional metabolism as particle size affects ME, nitrogen retention and DM retention. If the particle size is small ( 800 micron) feed intake is significantly reduced. On an average, a reduction of mean particle size of 100 micron will lead to a decreased feed intake of 4%.
If the feed particles are too coarse, it makes it difficult to mix a homogenous diet and feed selection. The best performance is obtained with the medium size particles 1.13 mm to 1.23 mm. It is true that a more coarsely ground maize leads to improved nutrient utilization by the birds and this remains the case when after pelleting, although the pellet press will regrind many of the larger particles. Roller mill tends to produce particles evenly distributed across a weight range, whereas a hammer mill tends to produce a greater proportion of fines and coarse particles.
Diet particle size positively influences the performance and organ and tissue growth of 21-72-day old broilers (Maiorka et al., 1998). Feed wastage tends to be higher when mash feeds are fed. In addition, the bird covers each with mucin before swallowing, which needs both protein and energy.
Nowadays most of the broiler feeds are fed in pelleted form. Injecting steam into the feed during conditioning and subsequent pressing through pellet die improves pellet durability. Pelleting is defined as the agglomeration of smaller particles into larger particles through a mechanical process combining moisture (through steam), heat, and pressure. (Abdollahi et al.,2013)
Why Pellet feed so good for commercial broiler chicken ?
It is now well-established commercial activity to manufacture and offer pellet feed in commercial broilers because of following reasons:
- Feed homogeneity is improved because feed separation is greatly reduced
- Less feed is wasted when pellets are fed
- Pelleting should slightly improve the energy value through the chemical changes brought about by heat moisture and pressure
- Much of the improvement is measured energy value of pellets results from the fact that birds spend less time eating them and so their energy requirement for eating and digestion is reduced. Although pellet size may play a role in feed intake.
❖ Lilly et al. (2011) found for every 10-percentage-point increase in whole pellets there was a 0.4-point improvement in FCR and breast weight, while increasing FI
❖ Glover et al. (2016) found broilers fed a high pellet quality (90:10 pellet: fine) diet achieved a low FCR and high carcass weight, indicating production savings relative to a ground pellet diet of $0.05 to $0.03/kg of carcass weight
The Best suitable methods for measuring pellet quality
Apart from proximate values of feed ingredients, some other physical qualities like abrasiveness, pellet quality factor, color and density impact on pellet quality and durability. Pellet quality factor (PQF) has a score from 0 to 10 where o predicts poor quality and 10 indicates good pellet binding quality. Abrasiveness factor of the ingredient is just opposite to the pellet quality factor. Lower the factor value higher is the binding capacity.
Young (1962) used the technique consisting of an inclined screw, a hopper, and bucket elevator conveyor to measure pellet durability. 23 kg of pellets were continuously passed through this system for a period of 10 min. At the end of the test, the pellets were separated and the fines were removed. Calculation of the Pellet Durability Index (PDI) was percentage of the mass of surviving pellets over the total mass of pellets.
Several laboratory methods developed different technique to measure the durability of pellets like:
Tumbling box method: Commonly used method and a recognized standard in the feed industry in North America(Winowiski, 1998). The tumbling box technique uses 500 g of pellets, from which the fines have been separated. The pellets are placed in a box that revolves for the time frame of 10 min at a speed of 100 rpm. After this process, the pellets are screened on a mechanical sieve shaker. The PDI is calculated as the weight of the pellets retained on the screen divided by the total weight of pellets. (ASAE Standards, 2003)
Holmen durability tester: It is a pneumatic method of measuring the durability of the pellets. A sample size of 100 g of pellets is placed through tubes with high velocity air for 30 to 120 s, replicating the handling process. Breakage occurs when pellets strike the right-angle corners of the tester. The PDI is calculated as the weight of the pellets retained on the screen divided by the total weight of pellets. (ASAE Standards, 2003)
The Stokes hardness tester: The tester comprises a calibrated spring, a cone with a tip, and a plate supporting the opposite side of the cone. The cone tip applies pressure on the cylindrical surface of the pellet during testing. Pressure is controlled by a screw turned by hand to compress the spring. Only 10 pellets are placed in the tester, and pellet hardness is expressed in psi (Young, 1962).
Three major factors responsible for good quality of pellet feed:
Formulation: Formulation plays a vital role in pellet quality but it is not the only factor. Ingredient composition like moisture percentage, fat percentage, protein percentage, starch content are important nutritional factors to be considered for good quality pellet production. Corn-soya diet is considered as the best formulation for getting better pellet quality. Dietary inclusion of 10-15% of wheat or wheat middlings or addition of as little as 5% sunflower oilcake will result in good quality pellets. It is found that addition of 1% oil in diet reduces pellet durability by 8-10%. Each 10% increase in fines is equal to about 0.016 kcal per kg reduction in energy. Moritz et al. (2002) stated that addition of two oils at graded levels (30 g/kg and 65 g/kg) in broiler diets and observed that PDI decreased from 81.6% to 62.1% with the highest oil inclusion.
Adding pellet binder in diet improves binding capacity and durability of pellet. There are several available options like synthetic polymer-based binder, natural resin-based binder, lignosulphonate and bentonite. But selection of best binder is very critical and should be based on higher pellet quality factor and mode of binding. Synthetic resin has pellet quality factor 40 and can irreversibly bind at high pellet temperature and conditioning moisture.
Processing equipment: Quality and die capacity are important for good quality pellet. Compression length and diameter of the compression hole are important factors for deciding the pellet quality. If thickness of the die increases, then pellet durability will improve but inversely throughput of pellet will decrease. So, trading off these two factors are very important. Similarly die set up, cooler set up and screen set up are deciding factors for good quality pellets.
Processing standard: As discussed earlier, grinding and pulverization during milling is another deciding factor for good quality pellets. In commercial broilers below 300-micron particle size during grinding helps in better gelatinization during conditioning resulting in a good durable pellet. Similarly standardizing the conditioning parameters like temperature, moisture percentage, steam injection and steam pressure, retention time are equally important. Briggs et al. (1999) stated that increasing retention time frame from 5 s to 15 s increased pellet durability by 4.5%.
Feed Mill Management
Feed generally is considered to be the major input for livestock, poultry production and may account for 70-80 percent of total production cost. So, if we can produce high quality feed at most economical way, it will not only cut the cost of production, but also yield high profits. One needs to produce consistency in quality and quantity 365 days a year. For this consistent quality & quantity – feed mill management plays an important role; that mainly involves 4 M’s:
- Material Management
- Machines Management
- Manpower Management
- Money Management
- Material Management:
Management
Material mainly includes; raw material & finish goods management like moisture of raw material, protein, ash, silica, oil range in grains. Quality check in terms of toxicity in grains. All these parameters plays a vital role in feed nutrition and profit statement, as small miscalculation may leads to huge financial loss as mentioned:
Moisture loss
Moisture loss is calculated on the basis of average moisture of raw material batch minus average moisture of finish goods. Example – let us assume a standard broiler feed formulation as mentioned:
- Maize – 60 % in formulation by weight having 14 % moisture
- Soya Doc – 25 % in formulation by weight having 9.5 % moisture
- DORB – 10 % in formulation by weight having 9 % moisture
- Other material like MBM, gluten etc. – 5 % in formulation by weight having 9 % moisture
Considering 1000 kg batch; total average moisture in raw material batch is:
600 x 14 % + 250 x 9.5 % + 100 x 9 % + 50 x 9 % = 121.25 kg (moisture/water) in 1000 kg of grain. Equals to 12.125 % average moisture in complete batch…… (a)
Ideal moisture of finish pellets in bag is considered between 11 to 12 %, depending upon the atmospheric temperature & humidity. Cooling is an evaporative process, so moisture reduction is essential. But there may be times when over cooling happens leading to over drying. If average moisture of finish good is 10.5 %, considering the statement ….a, average moisture loss or shrinkage will be 12.125 – 10.5 = 1.625 %.
For a feed mill manufacturing 200 MT a day, calculation of 1.625 % @ average price of 24 rs/kg – whole batch; daily loss = 78,000 rs . Apart from this monetary loss there is fluctuation in formulation too.
With net profit margins in some feed companies being low as 1 to 2 %, this factor alone could influence whether or not that company returns a profit or loss, so it really is a vital part of feed mill management.
Same calculation can be done in terms of protein, energy & oil requirement as per breed. Extra nutrients may leads to financial loss and low nutrition calculation provides less growth in birds and animals.
Following process can be followed to reduce /monitor this loss as mentioned:
- Moisture check in raw material before or at the time of procurement.
- Sampling at different locations – after batching – grinding – conditioning – pelleting – cooling and final product for moisture check – as and when required.
- Corrective action as per reports like – temperature at grinding, moisture addition in mixer, quality & quantity of steam, retention time in conditioner, cooler setting in terms of bed level and sensor , blower valve setting as per temperature , cleaning of cyclone & ducts , moisture and weather conditions etc.
- Various automation modules help in inventory management of raw material by getting feedback from weigh scale ( raw material in ) , Material stock in ware house & daily weight of finish goods out from feed mill . (Every 10th day – thrice a month)
- After all corrective measures; there is still some amount of shrinkage (due to limitations in raw material availability as per season, price of grains, chances of mold /fungus in finish feed in rainy season, machinery behavior & limitation w.r.t. different formulations etc.) ; it’s wise to consider 0.5 % – 0.6 % process loss in cost estimations . Also each plant should recognize where shrink or gain may occur and make the best possible effortsto control and minimize these losses
- Machines Management:
Machines management mainly includes – Optimum production process parameters, Preventive maintenance, general hygiene & safety etc.
- Process Parameters:
Process parameters are important part of any quality control program. This is the process of measuring specific components of feed or ingredients at different stages like batching, grinding, mixing, conditioning, pelleting, cooling, crumbling, screening and packing.
In batching we have to take care that the initial moisture of the combine raw material batch should not exceed 12-12.5 %;
In grinding we have to maintain following parameters: (for poultry broiler pellets)
- Particle Size:More than 80 % of average particle size should be below 1 mm.
- Gap between Hammer tip & Screen:As for fine grinding we need lesser gap between hammer tip & screen and for coarse grinding we need more gap between hammer tip & screen. There should be gap adjustment feature in hammer mill for different types of grinding texture required.
For all types of grinding solution Lark provides QGA “Quick Gap Adjustment”, as its name implies this technology is a boon for grinding different sizes of products as Fine /Medium / Coarse by quick change of gap between hammer tip and screen.
- Tip speed of hammer mill:Ideal Tip speed for a hammer mill should be 19000 -22000 FT/Min
- Specific energy of hammer mill:Average ideal power consumption of grinding unit should not be more than 9 units/ton.
- Temperature difference; Material in and out:Maximum difference in the grinding temperature (material in versus material out) should not be more than 5 degrees.
In mixing we have to maintain following parameters:
- CV should be less than 5.
- Oil should be added after dry mixing (Medicine) of minimum 90 to 120 seconds.
In Conditioning & Pelleting:
- Minimum 60 seconds of retention time with adjustments to decrease or increase the retention time.
- Minimum 1.5 to 2.0 % moisture should be added through conditioners.
- Double shaft design for better mixing of steam.
- Multi –Point steam injections.
- Temperature range should be 75-85 degrees.
- Steam pressure at boiler should be 8.5-9.5 kg/cm2
- Steam pressure after PRV should be 2.0 to 2.5 kg/cm2.
- Steam should be Dry Saturated.
- PDI of Pellets should be more than 85 %.
- Specific energy consumption of pellet mill should not be more than 15 units/ton.
Cooling
- Maximum variation in temperature after pellet cooler should not be more than + – 5 degrees of ambient temperature.
- Moisture of pellets after cooler should be in between 11.0 to 11.5 %
Crumbling & Screening
- Fines % in crumbling process should not be more than 25 %.( depend upon different formulation , particle size required and PDI)
- In any case recycling in Finisher Pellet, Finisher Crumbs, Starter & Pre-Starter should not be more than 10 %, 15 %, 18 % and 25% respectively.
- Ideal moisture in finish feed should be in between 11.0 to 11.5. Too high moisture lowers the feed quality and leads to toxicity or fungus and too less moisture leads to process loss.
- Fines percentage ( below 1 mm ) in packing bags in Finisher pellet , Finisher crumbs , Starter and pre-starter should not be more than 4 % , 7 % , 10 % and 12% respectively
Preventive Maintenance
Well, “A stich in time saves nine”. Maintenance is an important part of feed mill management. The main purpose of regular maintenance is to ensure that all equipment required for production is operating at 100 % efficiency at all times. It must be a part of the daily schedule.
As we all know, livestock needs feed on daily basis and there is no space for unwanted breakdowns in feed mills. Every feed miller must be aware of the importance of preventive maintenance. For this we have developed special checklists & formats on daily , weekly , monthly and yearly basis in different languages.
Few check points for machinery are:
- Intake Chain
- Checking of Motor, Gear Box and Chain condition
- Abnormal Sound
- Check Drag Chain Slackness
- Greasing of Bearings
- Checking of PVC Scrapers
- Jute Remover
- Rotor Change
- Greasing
- Elevators
- Check Tension in Belts
- Belts Alignment
- Cleaning the Boot of Elevator
- Cleaning Top end of Elevator
- Tightening of Bucket Bolts, Joints
- Greasing of Bearings
- Magnet
- Cleaning after every 4 hours
- Hammer Mill
- Check Hammer Edges
- Screen Conditions
- Vibration
- Abnormal Noise
- Pellet Mill
- Check wearing condition of dies & rolls
- Greasing of bearings
- Check for any vibration & noise
- Check position of cutting knives & deflectors.
- Check gap between die & rolls.
- Crumbler
- Check wearing of crumbler rolls
- Greasing of Bearings
- Leakage of unbroken pellets.
Hygiene &safety:
The ability to protect raw materials and finished feeds from harmful contaminants is crucial to ensure animal performance. By improving the microbiological quality of the feed, animals can utilize the full nutritional benefit of each ingredient with lowered risk for sickness and transmission of diseases.
Raw materials and feeds constitutes as one of the most important causes of microbial contamination, such as Salmonella and Escherichia coli.Hence controlling the raw material quality and other process parameters during the feed production is very important to maintain the feed hygiene. Few other process parameters or checkpoints which help to maintain feed hygiene are:
- Intake & Storage
Storage of raw material in round bins or bins without dead corners helps to prevent sticking of materials .Bin cleanliness in the feed storage area is essential & should be monitored regular basis. Sticking of material & dust not only induces fungus growth but also may leads to “GRAIN DUST EXPLOSIONS”.Moving and handling grain creates grain dust, when combine with other components like oxygen, ignition source, dispersion can result in grain dust explosions. Proper monitoring of cleanliness, leakages at ducts & connecting chutes, fines/dust at elevator pits should be done on regular basis to avoid such incidents and to maintain proper hygiene at feed mill.
- Liquid, Steam & oil addition
Proper cleaning on regular basis is required where application of steam, oil or liquids comes along with grinded ingredients. For reference see the below attached images of conditioners and mixer with feed stuck at paddles, surface and shaft leading to fungus / bacterial growth. - Sampling:
Sampling at different stages; after batching, mixing, grinding, conditioning, pelleting, cooling & bagging helps to control moisture, detect fungus growth and other quality parameters.
- Manpower Management:
Manpower management involves effective utilization of labor &staff, trainings as per requirement,defining & delegating duties & responsibilities of feed mill staff as mentioned:
Responsibilities of Plant Manager:
- Plan, organize, direct and run optimum day-to-day operations to exceed our customers’ expectations
- Increase production, assets capacity and flexibility while minimizing unnecessary costs and maintaining current quality standards
- Be responsible for production output, product quality and on-time shipping
- Allocate resources effectively and fully utilize assets to produce optimal results
- Implement strategies in alignment with strategic initiatives and provide a clear sense of direction and focus
- Monitor operations and trigger corrective actions
- Share a trusting relationship with workgroup and recruit, manage and develop plant staff
- Collect and analyse data to find places of waste or overtime
- Commit to plant safety procedures
- Develop systems and processes that track and optimise productivity and standards, metrics and performance targets to ensure effective return on assets
- Address employees’ issues or grievances and administer collective bargaining agreements
- Influence and learn from below
- Stay up to date with latest production management best practices and concepts
Responsibilties of Pellet operator
- Follow all established plant safety rules.
- Keep work area clean & orderly.
- Follow a schedule of routine cleaning, greasing & maintenance for all pelleting and related equipment and advise appropriate personnel when maintenance is required.
- Properly adjust pellet mill rolls, scrapper, crumbler rolls and other equipment to maximize efficiency and equipment life.
- Operate the pellet mill with proper moisture, heat and production rates to efficiently produce products while maintain pellet quality.
- Tends machine that presses ingredients into feed pellets for poultry stock feed
- Turns steam valves to regulate temperature of mash feed.
- Observes ammeter & feed material to pellet mill by increasing/decreasing the speed of feeder as per motor amperage.
- Turn steam valves to regulate temperature of molasses
- Adjust flow of air to cool pellets in cooler.
- Follow procedure for fitting a new die, starting a new die, flushing dies, removing dies, fiiting roll shells, rings etc. concerned with pellet mill.
Responsibilties of Boiler operator
- Operates fired boilers to generate required steam.
- Observes pressure, temperature, and draft meters on panel to verify specified operation.
- Turns valves and adjusts controls to set specified fuel feed, water level, and steam pressure of boiler
- Testing and treat boiler feed water, using specified chemicals.
- Activate valves to maintain required amounts of water in boilers, to adjust supplies of combustion air, and to control the flow of fuel into burners
- Adjust controls and/or valves on equipment to provide power, and to regulate and set operations of system and/or industrial processes.
- Analyze problems and take appropriate action to ensure continuous and reliable operation of equipment and systems
- Monitor and inspect equipment, switches, valves, gauges, alarms, safety devices, and meters to detect leaks or malfunctions, and to ensure that equipment is operating efficiently and safely.
- Perform or arrange for repairs, such as complete overhauls, replacement of defective valves, gaskets, or bearings, and/or fabrication of new parts
- Observe and interpret readings on gauges, meters, and charts registering various aspects of boiler operation, in order to ensure that boilers are operating properly.
- Test electrical systems to determine voltages, using voltage meters
- Maintain daily logs of operation, maintenance, and safety activities, including test results, instrument readings, and details of equipment malfunctions and maintenance work.
Responsibilties of Electrician technician
- Troubleshoots, repairs and maintains electrical distribution systems including electric motors, electric controls, fire alarms, and clock systems
- Assemble, install, test, and maintain electrical or electronic wiring, equipment, appliances, apparatus
- Diagnose malfunctioning systems, apparatus, and components, using test equipment and hand tools, to locate the cause of a breakdown and correct the problem.
- Connect wires to circuit breakers, transformers, or other components
- Advise management on whether continued operation of equipment could be hazardous
- Test electrical systems and continuity of circuits in electrical wiring, equipment, and fixtures, using testing devices such as ohmmeters, voltmeters to ensure compatibility and safety of system
- Install ground leads and connect power cables to equipment, such as motors
- Perform business management duties such as maintaining records and files, preparing reports and ordering supplies and equipment.
- Repair or replace wiring, equipment
Responsibilties of Maintenance Personnel
- Responsible for the completion of all maintenance service requests as assigned
- Maintain inventory controls for cost effective operations
- Schedule and complete the “Preventative Maintenance Program”
- Assure safety standards are used which comply with all machinery.
- Periodically grease machinery & all maintenance as per schedule.
- Money Management:
Money Management involves all calculations like financial statement in terms of raw material cost, processing cost,consumables, bank interests, bad debts, credit flow in market, investment on dealers, advertisements &promotions, all hidden expenses etc.
Conclusion:
During processing, reduction of particle size is a significant influencing factor for better pellet quality and positively influences the performance of the birds. Formulation especially in terms of inclusion of certain feed ingredients are to be considered judiciously. Similarly standardization of processing equipment and process flow are equally important for pellet quality consistency.
Particle size of grains and by-products used in broiler feed affects growth performance. Particle size has positive impact on the development of GIT mainly the gizzard development and functionality. Large particle size supports gizzard functions and gut health development in broilers. Impact of particle size is clearer for mash diets compared to pellet/crumble diets. Use of large particle size of grains increases the Lactobacilli counts and reduces the population of pathogenic bacteria. Whole grain feeding improves digestive functions and encourages the colonization of beneficial bacteria in gut of broilers.

CONCEPT OF FLOATING FEEDS,SINKING FEEDS & TRADITIONAL FISH FEEDS MANUFACTURING TECHNOLOGY IN INDIA
Compiled & Shared by- Team, LITD (Livestock Institute of Training & Development) Image-Courtesy-Google Reference-On Request.
References
1 Nutrition Management Guide. Hendrix Genetics. https://layinghens.hendrix-genetics.com/en/technical-support/nutrition/
2 Influence of particle size of the main cereal of the diet on egg production, gastrointestinal tract traits, and body measurements of brown laying hens. Herrera, J., et al. 2017, Poultry Science, pp. 96: 440- 448.
3 Implication of milling methods, thermal treatment, and particle size of feed in layers on mineral digestibility and retention of minerals in egg contents. Hafeez, A., et al. 2015, Poultry Science, pp. 94: 240-248.
4 Effect of Feed Segregation on the Commercial Hen and Egg Quality. Tang, P., Patterson, P.H. and Puri, V.M. 2006, The Journal of Applied Poultry Research, pp. 15: 564-573.
5 The effects of particle size, milling method, and thermal treatment of feed on performance, apparent ileal digestibility, and pH of the digesta in laying hens. Ruhnke, I., et al. 2015, Poultry Science, pp. 94: 692-699.
6 Servi-Tech Laboratories. Feed Sampling Procedures. Servi-Tech Laboratories. [Online] 2019. https://servitechlabs.com/Services/Feed/FeedSamplingProcedures/tabid/126/Default.aspx