

{kind=link}

Key Notes on Poultry Carcass Quality
Perfect carcass balance means always being able to sell all components of every chicken at the best possible price. Improving carcass balance is a key challenge for the poultry industry worldwide. A better balance means happier customers and more money in the bank. It is also kinder to the environment, as better use is made of valuable raw material. In short, the process becomes more sustainable.
Poultry industry is the fastest growing sector in the animal protein (meat) industry and one of the most widely consumed meats in the world. The increase in demand, along with population growth, increasing disposable income and consumer choices, has made it more important than ever for producers to take a closer look at any issues that may arise in the production chain. According the Food and Agriculture Organization of the United Nation (FAO), chicken meat represents approximately 88% of worldwide poultry meat output and will continue to be the primary driver of meat production growth, albeit rising at a slower rate in the projection period relative to the past decade. Favorable meat to feed ratios compared to other ruminants, together with its short production cycle, enables producers to respond quickly to while allowing for rapid improvements in poultry production chain.
Poultry meat quality and consistency are important in ensuring consumer satisfaction. Parameters that affect meat quality are complex, and occur throughout the production chain. Understanding where critical points are in the poultry meat production chain, and investing in solving critical problems may lead to better control and management, and consequent reduction of losses. Production and management practices, from farm to processing plant, play an important role in meat quality, and the use of technologies to reduce risk factors throughout the production chain will allow the production of better quality poultry meat to ensuring consumer satisfaction.
The two most important quality attributes for poultry meat are appearance and texture (tenderness). Appearance is critical for both the consumers’ initial selection of the product as well as for final product satisfaction. Texture is the single most important sensory property affecting final quality assessment. Appearance quality attributes include skin color, meat color, cooked meat pinkness, and appearance defects such as bruises and hemorrhages. Since appearance is so critical for consumer selection, poultry producers go to great lengths to produce products with the appropriate color for a particular market and to avoid appearance defects which will negatively effects product selection or price.
Historically, meat tenderness was primarily associated with live bird quality factors such as breed, sex, or age. However, modern production practices produce highly uniform young birds in which the major problems associated with meat texture are the result of processing errors or early deboning. Although other quality issues such as juiciness and flavor are important, they are more a function of product preparation and infrequent, but acute, production or processing errors which are usually easily corrected or avoided. An understanding of the major issues contributing to poultry color and meat tenderness is critical to producing uniform quality products.
Poultry meat quality is potentially affected by management techniques, weather and rearing conditions, genetics, transportation, and the ability of the birds to respond to the environment, and all the variables that may interact, affecting in the production cycle. Most of factors influencing poultry meat quality can be controlled during the different production stages, slaughter, and meat processing. These factors include age, gender, nutrition, management, bird density, harvesting method, environmental conditions, and proper handling.
The broiler processing performance must be optimized by improving management practices at the farm and processing plant to help promote carcass quality. The management practices must draw attention to the importance of maintaining flock health and welfare, hygiene and bird handling at every stage of the broilers life and throughout the processing chain once the birds have left the farm. In the processing plant, whole broiler carcasses were classified as premium carcasses (grade A) and downgrade carcasses (grade B and grade C). The classification is based on carcass quality, such as carcass classified as grade A must meet the criteria, include: no retained internal organs, feathers, bile contamination, fecal contamination, black or red spots, broken bones and exposed bones, skin lacerations; hematoma/bruises (pink to light red) on any part should not exceed 10mm; no foul odor, sliminess, scattered hematoma, dirt, insects or any foreign matter.
The purpose of carcass classification include; to categorize chicken products based on its quality attributes and to streamline defect category and unify understanding in criteria of downgrading. The officers who are responsible for ensuring and monitoring the quality of carcass in the processing plant are Quality Control Inspector, Production supervisors / line leaders and Quality Assurance Inspectors.
- Quality Control Inspectors are the primary person responsible to classify and segregate whole dressed chicken on the line before passing the automatic grading machine (PDS).
- Production supervisors and line leaders are responsible for the compliance of products to quality standards.
- Quality Assurance Inspectors are responsible to verify compliance of products to quality standards.
In general, there are two main sources that cause of carcass defects / downgrade and condemnation, namely: farm and processing plant.
Major defects of farm origin:
- Bruising / Hematoma
- Inflammatory process / Cellulitis
- Broken bone
- Pododermatitis / Hock Marking and Breast Blisters
- Deep Pectoral myopathy / Green Muscle
- Septicemia/ Toxemia / Runts / Severe / Unhanged Birds emaciated are below 500 grams.
- Fecal Contamination
Major defects of processing plant related:
- Bruising / Hematoma / Red Wing Tip
- Red birds or Poor bleeding
- Broken bone / dislocated
- Poor De-Feathering
- Over Scalding
- Machine damage or laceration due to improper evisceration
- Bile stain / Fecal Contamination
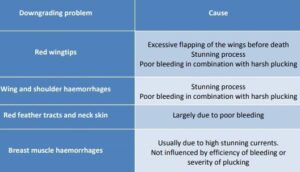
- Bruising / Hematoma / Haemorrhages
Causes:
Damage during growing, catching / harvest process in the farm, transportation or incorrect handling at processing plant. Incorrect stunning or plucking / de- feathering settings and insufficient bleeding time.
Solutions:
Care when handling birds during catching and processing.
All animal welfare guidelines should be followed during catching and processing.
All catching and processing staff should be adequately trained.
Automatic catching equipment should be in good working order and correctly calibrated.
Ensure correct stunning or plucking/de-feathering settings
All equipment being used should be correctly calibrated.
Follow manufactures recommendation and any local regulations for equipment being used.
Check stunner settings throughout processing on a regular daily basis.
Increase bleeding time
Adjust processing line speeds to allow adequate time for correct bleed of birds (60-180 seconds) before further processing
- Inflammatory Process / Cellulitis
Causes: Scratches to skin or laceration at farm level

Solutions:
Avoid overcrowding: Broiler chickens with Average Live Weigh (ALW) of 1.6 kg could be housed at a density of 26.25 birds per square meter (42,000 g / 1600 g = 26.25). In Indonesia the stocking density of closed house for broiler is 34.65 kg/m2, total production is 45,717 kg per period and the required area for 27,224 broilers is 248.63 m2 (1 to 7 days of age broiler), 562.52 m2 (8 to 14 days of age broiler) and 1,000 m2 (15 to 22 days of age broiler).
Ensure correct feeder and drinker space is maintained. 125 birds per 40 cm bell drinker and 10-12 birds per nipple (lower figure for heavier broilers). 45-80 birds per pan feeder, 2.5 cm per bird for chain/augur or 70 birds per 38 cm tube feeder. Monitor feeding activity closely if using a long dark period or meal time feeding program.
Avoid Excessive bird activity. Use dawn to dusk dimmers when using a lighting program. Use recommended light intensities: 5-10 lux after 7 days of age.
Ensure birds are kept calm during catching process
Decrease light intensity during catching to reduce excess bird movement and ensure adequate training of catching crew members.
Ensure birds have access to feed at all times.
Manage feeding appropriately to ensure feeders never run empty.
- Broken Bones
Causes: Trauma during growing, catching / harvest process in the farm, transportation or incorrect handling at processing plant. Incorrect stunning or plucking/de-feathering settings and post-mortem trauma.

Solutions:
Care when handling birds during catching and processing.
All animal welfare guidelines should be followed during catching and processing.
All catching and processing staff should be adequately trained.
Automatic catching equipment should be in good working order and correctly calibrated.
Correct stunning or plucking / de-feathering settings
All equipment being used should be correctly calibrated.
Follow manufactures recommendation and any local regulations for equipment being used.
Routinely check stunner settings throughout processing.
Improve adjustment of de-feathering equipment
De-feathering equipment should be correctly calibrated for size of bird being processed.
- Pododermatitis or Hock Marking and Breast Blister
Causes: Burns due to wet litter and extended resting times.

Solutions:
Maintain good litter quality:
Use recommended ventilation management / program for bird biomass in house. Ensure correct stocking densities (ALW of 1.6 kg could be housed at a density of 26.25 birds per square meter.
Use correct drinker management:
- Correct pressure in nipple drinker lines.
- Correct level in open source drinkers
- Correct drinker heights
- Keep drinkers well maintained.
Improve / adjust nutritional specifications
Follow recommended poultry nutrient specifications, as unbalanced diets lead to poor litter conditions.
Analyze feed samples to ensure correct specifications are being met.
Regularly or timely flock inspections
Flocks should be slowly walked regularly (> 3 times) during a 24 hour period to ensure adequate bird movement and to release heat and moisture from litter.
- Deep Pectoral Myopathy (Green Muscle)
Cause: Interruption of blood flow due to swelling of the deep pectoral muscle triggering necrosis – generally on farm, but can occur during long transportation (red/purple muscle prior to green muscle) or due to excessive wing flapping.

Solutions:
Avoid excessive bird activity.
Use dawn to dusk dimmers when using a lighting program.
Use recommended light intensities: 5-10 lux after 7 days of age.
Appropriate training of staff for bird handling during the catching and weighing process.
Use migratory fences
Avoid excessive wing flapping
Ensure birds are kept calm during harvest / catching process.
Decrease light intensity during harvest / catching to reduce excess bird movement
Ensure adequate training of harvest / catching crew members
Avoid excessive wing flapping
- Poor De-feathering
Causes: Incorrect adjustment of pluckers or de-feathering equipment, poor flock uniformity or incorrect bird sizes for current de-feather setting, incorrect scalding temperature and time (based on the size of birds).

Solutions:
Improve adjustment of de-feathering equipment.
De-feather equipment should be correctly calibrated for size of birds being processed.
Improve on farm flock uniformities.
This cover a variety of management aspects such as: Brooding, Feed quality, Stocking densities, ventilation management, feeder and drinker management, etc.
Ensure correct scalding temperature and time
Suggested temperatures for medium scalding are 56-58°C with scald time are 60-180 seconds.
- Septicemia / Toxemia / Unhanged Birds
Septicemia/ Toxemia / Runts / Severe / Unhanged Birds are condition of birds with signs of infection, toxemia, sickness, dehydration or are significantly smaller than the population.
Causes: Disease infections, poor nutrition, failure of thrive and immunosuppressive diseases.

Solutions:
Control of disease challenges / infections.
Correct vaccination program should be in place for local disease challenge and environment and strict bio-security and hygiene procedures should be followed both during and in between flock placements.
Improve / adjust nutritional specifications
Follow recommended broiler nutrition specifications
Analyze feed samples to ensure correct specifications are being met.
Management practices
Review current management practices to ensure all guidelines and recommendations are being followed with strict welfare and health guidelines being adhered to.
- Machine Damage
Causes:
Poorly adjusted evisceration equipment

Solutions:
Adjust evisceration equipment
Evisceration equipment should be correctly calibrated for size of bird being processed and the cut of meat required.
All line speeds and equipment should be synchronized during the evisceration process.
Staff Training
All staff in the evisceration area should be correctly trained.
- Over Scalding
Causes: Excess temperature or time in scalding tank

Solutions:
Decrease scalding tank temperature.
Suggested temperatures for medium scalding are 56-58°C
Reduce scalding time
Suggested scald time for medium scalding is 60-180 seconds.
- Poor Bleeding
Causes: Poor / Incorrect neck cutting and insufficient bleeding time.

Solutions:
Increase bleeding time.
Adjust processing line speeds to allow adequate time for correct bleed out of the birds (80-120 seconds) before further processing.
Adjust automatic cutting machine.
The Automatic cutting machine should be correctly calibrated for size of bird being processed and monitored on a regular basis.
Improve flock uniformity
Effective planning to ensure birds of a similar size and weight are processed at the same time.
Improve on farm management practices to improve uniformity at processing plant.
- Bile / Fecal Contamination
Causes: Incorrect machine adjustment / poor evisceration operator technique (evisceration process), incorrect feed withdrawal times.

Solutions:
Adjust equipment accurately.
Evisceration equipment should be correctly calibrated for bird size and weight.
Use manufacturers recommended guidelines on equipment use and monitor on a frequent basis.
Provide adequate training for staff
All staff should be trained correctly in evisceration techniques.
Ensure correct feed withdrawal time prior to processing.
Birds should be without feed for 8-12 hours prior to processing to ensure the Gastro Intestinal Tract (GIT) is empty.
Key points of decrease the amount of downgrade
Keeping the rate of downgrade in the processing plant at the lowest possible level, greatly determines the benefits of poultry producers. This is the key points that need to be implemented in order to drastically decrease the amount of downgrade, increase of premium grade kilos produced and a reduction of the cost per kilo processed, thus maximizing profitability.
- Catching, cooping, loading and transporting must be performed carefully so as not cause bruising, broken bones, stress or mortality.
- Broiler feed withdrawal time should be between 8-12 hours before processing and birds should have wait no longer than 2 hours to be unloaded of the truck.
- Extreme care and a high regard for bird welfare should be observed during shackling as there is significant chance to injury to the live bird (bruises, broken bones and red wing tips)
- It is recommended to use low light levels or blue light in the catching/harvesting, receiving and shackling area to help to calm the birds.
- Electrical stunning is typically performed in the range of 12-150 mA (miliamps) of electrical current per bird and 15 – 75 volt per bird of electrical voltage for a duration 2-11 seconds.
- It is recommended that bleed-out time of between 3-4 minutes be used.
- Most processing plants use scald times of 1 to 3.5 minutes, depending on the type of scalding required.
- Most commonly 56-58°C scalding temperatures are recommended for white skin color (skin cuticle removed).
- Any damaged, worn, broken and missing rubber fingers in de-feathering equipment should be replaced daily.
- Every effort should be made to maintain sanitary evisceration conditions and if contamination occurs, the carcass must be washed, trimmed or reprocessed.
Poultry Products Condemnation
Condemned meat products / Waste by-products is defined as those products that are inedible or judged as unfit for human consumption. Condemned meat products include product that are expired, carcasses and portion of carcasses which during line inspection are found to be affected by a disease or an abnormal condition that renders unfit for human consumption. It further includes birds condemned on ante-mortem and post-mortem inspection and birds that died in transit or within the plant or Dead-on-Arrival (DOA) and Dead-after-Arrival (DAA). Waste by-products include internal organs such as lungs, large intestines / cecum, condemned bumble feet, trachea, feet (ball) trimmings and waste blood.
A separate condemned / waste section and bins are provided to avoid the risk of contamination. No expired or condemned products shall be stored in warehouse section and processing areas at any given time to prevent product cross-contamination. Any disposal coming from Warehouse and Production must be accompanied by a Transfer slip or Authority to Pull-out Form it the products come from the outlets (pull-out), which shall be received by the Sanitation Personnel in-charge.
Condemned meat products / Waste By-product is regularly disposed or picked-up daily by Condemned / Waste contractors in a manner which will not create a sanitary problem on the plant premises. The containers used for pick-up must have covers. Clean-up and disinfection of the Condemned/Waste section are being carried out daily.
Key points to be considered for Improving Carcass Quality in Poultry Processing Plant
The processing plant as part of the downstream poultry industry is the main key in the production and distribution chain of poultry products, especially poultry meat. The processing plant is the midway point in the farm-to-table food chain. Parameters such as bird live weight, FCR, welfare, livability and cost are monitored during production: whereas factors such as safety, quality and yield are emphasized during processing. The formula is simple – healthy birds, combined with sanitary processing and inspection produces safe and wholesome poultry meat.
The Indonesian government has regulated and guaranteed safe, healthy, halal and whole meat products (ASUH) by making the Indonesian National Standard (SNI) for the postharvest industry such as SNI-01-6159-1999 concerning Slaughterhouses (RPH), SNI-4230-2009 concerning Quality of Chicken Carcass and SNI-01-4852-1999 concerning Hazard Analysis and Critical Point Control (HACCP) and Implementation Guidelines.
The high quality poultry meat comes from the processing plant which carries out proper processing procedures and meat quality assurance. The processing plant must have strict quality control checking standards and use proper equipment to support carcass quality on high-speed processing. One of the key aspects of mechanized processing is high input-high output. It also includes characteristics such as:
- High speed slaughter/processing lines.
- Sanitation and hygiene procedures.
- Veterinary and government oversight (inspection).
- Sizing, portioning and forming.
- Ready-to-cook and ready-to-eat production.
- Fresh and frozen storage.
- Distribution infrastructure
- By-product and waste processing.
- Water treatment
Processing plant flow of the broilers from receiving into the processing plant to being shipped as a product, include:
- Receiving/Holding
- Shackling
- Stunning
- Neck cutting
- Bleeding
- Scalding
- Defeathering/Plucking
- Head/Trachea Remover
- Pinning
- Hock Cutter
- Vent Opening
- Opening Cut
- Viscera Draw
- Carcass Inspection
- Giblet Harvest
- Inside/Outside Bird Washer
- Carcass washer (antimicrobial application)
- Carcass chiller (water/air chilling)
When carrying out the production process at a processing plant in order to produce high-quality poultry meat products, there are several key points that must be considered, among them are:
- Transport/Receiving
- Live-Hang/Shackling
- Stunning
- Bleeding out
- Scalding
- Defeathering
- Evisceration
- Chilling
Transporting Live Birds to the Processing Plant.
Transport of broilers from farm to the processing plant is one of the most important steps in producing a quality meat product. Catching, cooping, loading and transporting must be performed carefully so as not cause bruising, broken bones, stress or mortality. These factors will lead to downgrade or condemnations in the plant resulting in loss of product and profit. Incorrect transport practices do not only affect the live bird, but may affect meat quality as well. By its nature, transport alters both the metabolism and physiological state of the bird, which may produce undesirable change in meat quality. Controlling the micro-climate (i.e. temperature and humidity birds are exposed to within the containers) is extremely important in reducing the level of thermal stress. This is accomplished by either facilitating be tier airflow among the birds (warm climates) and/or controlling the wind-chill by the use of covers (cold climates).
Transport time to the plant plays a key role in the end quality of poultry meat products. Scheduling should be done so that broilers arrive at the processing plant between 8-12 hours after the removal of feed. This allows sufficient time for birds to empty their gut, create fewer fecal material contaminating the carcasses. If held longer than 12 hours, the bird’s intestinal lining will begin to break down, increasing contamination rates and reducing carcass yield.
It has also been noted that the longer the journey from the farm to the plant, the higher the incidence of breast bruising. This may be caused because the birds are confined to coops for longer periods of time, resulting in the breast muscle having contact with the rigid floor of the coops. Bruising incidence is worsened if the transportation route from the farm to the plant includes roads with uneven surfaces. Although it is not uncommon for transport time to take between 1-7 total hours, the less time the bird can spend in transport, the better for the live bird and meat quality.
Receiving Live Birds at the Processing Plant
Once live birds have arrived at the plant there will most likely be a certain amount of time that they will have to wait before being unloaded onto the receiving dock. Depending on the season of the year and the amount of tine traveled, this can pose potential problems for the birds. The longer birds are held, the greater the risk for skin scratches and lesions which may cause downgrading at processing.
Although it is recommended that broilers only have to spend a short time being held on the truck once they arrive at the plant (2 hours or less is preferred), some processing plants are equipped with environmentally controlled holding areas with fans and foggers that allow cool air to circulate around the coops and cooling the birds. This is especially helpful during the summer month when temperatures are the hottest. During the colder months, it is recommended to use a covering (tarpaulin) to help shield the birds from the cold but still allow air to flow between the coops.
Shackling / Hanging
The live-hang area of the processing plant is one of the busiest areas of the process in terms of labor use. Because of the high volume of birds that come into a plant on a daily basis an manual shackling procedures, employees must work quickly to ensure that all birds are not only shackled and enter the processing line in a timely manner, but also in optimal quality with minimal handling damage. It is important that all birds are handled in a calm and correct way at all times. All people handling birds should be experienced and appropriately trained so that they can handle the birds with care that is appropriate for the purpose, age and sex of the bird. Extreme care and a high regard for bird welfare should be observed during this process as there is still a chance of injury to the live bird. If done incorrectly, shackling can cause bruising, broken wings, red wing tips and broken legs.
It is highly recommended that low light levels in this area be used to help calm the birds. Under low light intensities, birds are less likely to become excited and accidentally injure themselves. In some locations, blue light is also used for the same purpose. Broiler should always be handled with care by individuals who have been trained in the correct shackling techniques.
Stunning
Stunning is a process that is used to render a bird unconscious prior to killing and to facilitate bleeding. Stunning is an extremely important step because if done incorrectly, it can affect carcass quality, blood loss and meat quality. The two most common methods are water bath electrical stunning systems and gas stunning system, which are viewed positively from an animal welfare standpoint. The effect of electrical stunning on final meat quality are dependent on the voltage, frequency and duration used. It is important to note that the time of consciousness increases with an increase in voltage: however, carcass damage may also be increased. If the stunning voltage is too high, wing and muscle hemorrhages may occur. If the voltage is too low, birds may only be partially unconscious and can become excited, causing muscle tension and insufficient bleed out.
The three most common methods of electrical stunning are high-voltage/low frequency (HS), middle voltage/low frequency (MS) and low voltage/high frequency (LS), with the HS method being most commonly used in Europe, the MS method in Asia and the LS method in the US. The main concern for electrical stunning is to correctly and humanely prepare broilers for bleeding and to limit the suffering associated with humane killing.
Bleeding-out
During the bleeding process, about 40% of the total blood volume drains from the broiler carcass, 3-5% stays in the muscles and the rest remains in the viscera. If the bird has been correctly stunned, the heart will continue to beat during the allotted bleed-out time, helping to pump blood out of the carcass. Worldwide, it is common to use a bleed-out time of between 90-150 second. Poorly bled carcasses exhibit dispersed redness on the carcass, which lead to downgrading or condemnation of the whole carcass. Proper bleeding also permits maximum collection of blood as a by-product and significantly decreases the amount of blood in the scalder and floor drains, decreasing the organic content (Biological Oxygen Demand) of the waste-water.
Scalding
Scalding is a process by which the birds are immersed into hot water in single or multi-stage tanks to help loosen the feathers prior to defeathering. Most processing plants use scald times of 1 to 3.5 minutes, depending on the type of scalding required. Most commonly, soft (52-54°C) and medium (55-57°C) scalding temperatures are recommended for yellow (skin cuticle intact) and white (skin cuticle removed) skin color. Intact cuticle is preferred in whole or cut-up broilers marketed as fresh. Under hard-scalding (54-60°C), birds typically remain in the scalder for 45-90 seconds. Soft-scalding, however, requires a longer time of 120-210 seconds to facilitate proper feather removal. In both cases, proper agitation of the scald water is essential for effective wetting of the feathers. If the scalding temperature is too high, carcass color may appear uneven and the fillets can have an almost “cooked” appearance from heat induced denaturation. If the temperature is too low, it may cause “barking” or un-even removal of the skin cuticle.
Defeathering
After the birds have been sufficiently scalded, they enter the series of defeathering machines in which rotating disks with these rubber fingers help remove the feathers from the bird without damaging the carcass. However, if placed incorrectly in the machine, these rubber fingers can also cause improper feather removal, broken wings, skin and muscle tears and carcass bruising. Both scalding and defeathering processes are considered important sites of cross-contamination, increasing the risk of spreading bacteria from the skin of contaminated bird to ones that are not contaminated.
In the scalder, it is essential that the water move against the birds in a counter-current direction. This helps to remove feces from the carcass and ensure that as the birds move along the scalder line, they are moving through the cleanest water before entering the defeathering machine. The rate of water flow should also be high, making sure to dilute and properly remove any feces from the carcasses. If regular checks to the scalder are not made, any fecal contamination left on the carcass can transfer to the defeathering machine. This, in turn, can act as a source of cross-contamination by spreading bacteria from one carcass to another through the rubber fingers on the defeathering equipment. Any damage, worn, broken and missing rubber fingers in defeathering machines should be replaced daily to assure proper “break-in” period and to make sure that carcass damage is not occurring.
Evisceration
Evisceration is one of the most critical points for carcass contamination along the route to the finished product. If the broilers have not had long enough to empty their intestinal tract before killing and if there is viscera damage during evisceration, then carcasses can easily become contaminated with the contents of the digestive tract. As a general rule, a maximum of 8-12 hours without feed is needed to ensure that the gastro-intestinal tract is empty without reducing bodyweight before beginning processing. However, if the birds have gone too long without feed (13+ hours) the intestinal linings may break during evisceration, causing bile and other fluids to leak onto the carcass. If contamination occurs, the carcass must be washed, trimmed or reprocessed, which is both expensive and time consuming.
Carcass Chilling
The two most common methods of carcass chilling during processing are water immersion and air chilling. Immersion chilling involves placing carcasses into a counter flow water system at 0-1°C for 1.5 to 3 hours depending on carcass weight. The aim is to reduce deep muscle temperature to <4°C to inhibit the growth of microorganisms. One of the key issues in water immersion chilling is to maintain a free chlorine level of about 4 ppm to reduce the likelihood of cross-contamination. This can be difficult since large number of birds entering the spin chiller introduce organic material that decrease the levels of free chlorine in the spin chiller.
Air chilling systems are growing in popularity, partly due to the fact that there is less water uptake of the carcass than with immersion chilling. Air chilling system are characterized by chilling carcasses in environmentally controlled rooms with forced air. Because the rate of heat transfer is much slower with air than in water, it takes much longer to air chill. However carcasses must reach 4°C or less within 16 hours.
Summary
Keeping the rate of downgrade and condemnation in the processing plant at the lowest possible level, greatly determines the benefits of poultry producers. This is the key points that need to be implemented in order to drastically decrease the amount of downgrade and condemnation, increase of premium grade kilos produced and a reduction of the cost per kilo processed, thus maximizing profitability.
- Receiving and Holding
The things that need to be implemented during receiving and holding live birds in the processing plant:
- Adequate ventilation to minimize mortality and live shrink
- Process birds in a timely manner so that intestinal integrity is maintained and breakage during evisceration is minimal
- Unloading and Shackling
Incorrect unloading and shackling can lead to carcass bruises, red wing tips/broken wings and broken legs.
The things that need to be check and monitor during unloading and shackling:
- Catching and unloading procedures
- Shackling procedures
- Light intensity during shackling
- Bird movement prior to unloading, during and after shackling.
- Stunning
Incorrect stunner setting can lead to wing hemorrhages and red skin condition.
The thing that need to be check and monitor during stunning is stunner settings are correct.
- Neck Cutting
Take care that the toe and head guide bars are positioned correctly as to not sever the trachea and esophagus during neck cutting. Doing so can lead to difficulty when removing the head and lungs.
- Bleeding
Poor bleeding can lead to red carcasses.
The things that need to be check and monitor during bleeding:
- Chilled birds
- Stunner settings
- Type and efficiency of neck cut
- Bleeding time
- Scalding time
Incorrect scalder setting can lead to carcass/meat discoloration and skin tears/barking.
The things that need to be check and monitor during scalding are scalding temperature, time and agitation.
- Defeathering
Poor defeathering can lead to broken legs, wing damage and carcass bruising.
The things that need to be check and monitor during defeathering:
- Defeathering machine settings
- Defeathering machine rubber finger replacement
- Adjust of rubber fingers
- Vent Opening
Incorrect setting of vent opening can lead to carcass fecal contamination.
The things that need to be check and monitor during vent opening are equipment settings, adjustment or replacement and carcass washers.
- Crop Removal/Opening Cut
Incorrect of crop removal/opening cut can lead to machine damage to carcass, viscera and carcass contamination-bile/feces and ingesta contamination.
The things that need to be check and monitor during crop removal/opening cut are uniformity of opening cuts, evisceration equipment and crop removal equipment.
- Viscera Draw/Giblet Removal
Poor viscera draw/giblet removal can lead to viscera/giblet contamination and giblet abnormalities.
The things that need to be check and monitor during viscera draw/giblet removal are:
- Evisceration equipment
- Giblet removal equipment
- Nutrition on farm
- Health issues
- Chilling
Improper chilling method can lead to dehydration for air chilling and excessive moisture pick-up for water chilling.
The things that need to be check and monitor during chilling are:
- Air chilling time, temperature and air flow
- Water chilling time, temperature and agitation
- Excessive skin openings
- Drip time
Edited & Compiled by Team LITD